




 |
25 mm Gewinde Schaftfräser Fräser Hartmetall Schaftfräser Vollzähne
Produktdetails:
| Herkunftsort: | China |
| Markenname: | BWIN |
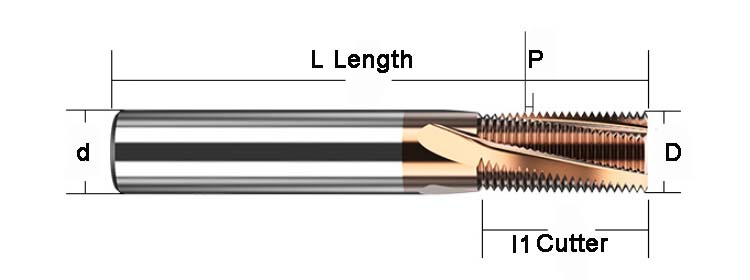
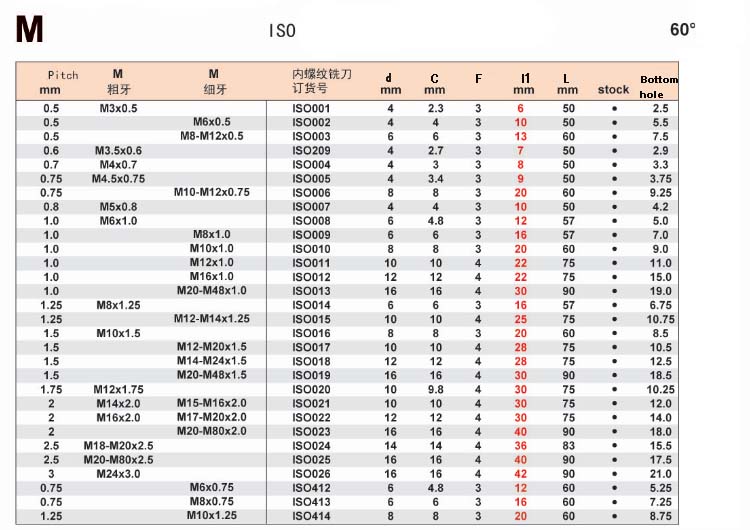
| Modellnummer: | M12x1,75-D9,8x30x75 |
Zahlung und Versand AGB:
| Min Bestellmenge: | 1 Stück/Karton |
|---|---|
| Preis: | negotiable |
| Verpackung Informationen: | Kunststoff-Box |
| Lieferzeit: | 7 Arbeitstage |
| Zahlungsbedingungen: | T/T, Western Union |
| Versorgungsmaterial-Fähigkeit: | 1-10000 stücke 7 tage |
|
Detailinformationen |
|||
| Produktname: | Hartmetall-Gewindefräser 25 mm | Modell: | 3flut Spiralgewindefräser |
|---|---|---|---|
| Material: | Hartmetall-Wendeschneidplattenfräser | Werkstück: | Gusseisen/Stahl/Edelstahl/Aluminium |
| Verwendungszweck: | Mahlen | Glasur: | TiAICN |
| Winkel des Zahns: | 55°,60° | Feature: | Hohe Schneidzahnfestigkeit |
| Anwendung: | Fräse | Paket: | 1 Stück/Karton |
| Hervorheben: | 25 mm Gewindeschaftfräser,Hartmetall-Schaftfräser 25 mm,Hartmetall-Schaftfräser Vollverzahnung |
||
Produkt-Beschreibung
Gewindefräser M12x1,75-D9,8x30x75 TiAICN-beschichteter Hartmetall-Gewindefräser mit Vollzähnen
Schnelles Detail:
- Hohe Härte
- Hohe Präzision
- Gute Verschleißfestigkeit
- Guter Abschluss
- Starke Vibrationsfestigkeit
- Langes Leben
Beschreibung:
- Verglichen mit der herkömmlichen Gewindebearbeitungsmethode hat das Gewindefräsen große Vorteile in der Bearbeitungsgenauigkeit und -effizienz und ist nicht durch die Gewindestruktur und Gewinderichtung begrenzt.Beispielsweise kann ein Gewindefräser eine Vielzahl von Innen- und Außengewinden mit unterschiedlichen Drehrichtungen bearbeiten.Bei Gewinden, die keine Kreuz- oder Hinterschnittstruktur zulassen, ist die Bearbeitung mit herkömmlichen Drehverfahren oder Gewindebohren schwierig, aber mit CNC-Fräsen sehr einfach zu realisieren.Zudem ist die Standzeit des Gewindefräsers mehr als zehnmal oder sogar dutzendmal so hoch wie die des Gewindebohrers.Darüber hinaus ist es sehr bequem, den Gewindedurchmesser beim NC-Gewindefräsen einzustellen, was mit Gewindebohrer und Matrize schwierig zu bewerkstelligen ist.
Spezifikationen:
|
Artikelgrad
|
HRC45
(YG10X)
|
HRC55
(YL10.2 & WF25)
|
HRC60
(Deutschland K44 & K40)
|
HRC65
(Sandvik H10F)
|
|
Einzelheiten
|
Körnung 0,7um
Co10% Biegefestigkeit 3320N/mm2 |
Körnung 0,6 um
Co10% Biegefestigkeit 4000 N/mm2 |
Körnung 0,5 um
Co12% Biegefestigkeit 4300N/mm2 |
Körnung 0,5 um
Co10% Biegefestigkeit 4300 N/mm2 |
|
Beschichtungsklassifizierung und Vorteil
|
|||||
|
Artikel
|
Beschichtungstyp
|
AlTin
|
TiAlN
|
TiSiN
|
Nako
|
|
Charakteristisch
|
Härte (HV)
|
3300
|
2800
|
4300
|
42 (Durchschnittsnote)
|
|
Dicke (um)
|
2,5-3
|
2,5-3
|
3
|
3
|
|
|
Oxidationstemperatur (°C)
|
900
|
800
|
1000
|
1200
|
|
|
Reibungskoeffizient
|
0,35
|
0,3
|
0,25
|
0,4
|
|
|
Farbe
|
Schwarz
|
Bronze
|
Bronze und Gold
|
Blau
|
|
|
Vorteile
|
Hohe Hitzestabilität
|
Normalerweise schneiden
|
Geeignet für schweres Schneiden und Schneiden mit hoher Härte
|
Für hochpräzise Schnitte
|
|
|
Geeignet für Hochgeschwindigkeits-Trockenschnitt
|
Geeignet zum Schneiden von Formstahl, rostfrei
Stahl |
Geeignet für Schneiden mit hoher Härte, Formstahlverarbeitung
|
|||
|
Am besten geeignet für Hartmetall-Schneidwerkzeuge, Dreheinsatz
|
|
|
|||
Notiz:
- Gehen Sie vorsichtig vor, um Stoßschäden zu vermeiden.
- Das Be- und Entladen des Fräsers sollte mit einem Lappen geschützt werden, um zu verhindern, dass die Hände verletzt oder die Schneide durch Herunterfallen beschädigt wird
- Während des Fräsens muss der Fräser vor dem Starten der Maschine vollständig vom Arbeitsobjekt getrennt werden, um eine Beschädigung des Fräsers durch Aufprall auf das Arbeitsobjekt zu vermeiden
- Je kürzer der Abstand zwischen der Kante des Fräsers und der Spule ist, desto besser können die Vibrationen des Fräsers reduziert werden.Die Länge des Messers sollte nicht zu lang sein
- Wählen Sie den richtigen und geeigneten Schaftfräser zum Fräsen des Arbeitsobjekts und wählen Sie die Schnittgeschwindigkeit und den Vorschub entsprechend dem Material des Arbeitsobjekts
- Bei unklaren Schnittdaten ist die Vorschubgeschwindigkeit (Vorschubgeschwindigkeit) testweise zu reduzieren und anschließend die Bearbeitungsdaten schrittweise zu korrigieren, um den idealen Produktionseffekt zu erzielen.Machen Sie keine schnellen Vorschübe, um den Fräser zu beschädigen oder zu verletzen.
Anwendungen:
Vorgehärteter Stahl, Edelstahl, Gesenkstahl, Stahlblech, hitzebeständiger Stahl, Rohre, Kupfer und Aluminium, Gusseisen, Nichteisenmetall, Holz, Kunststoff, FRP und so weiter.Universelle Bearbeitung Schlitzen, Rillen, Profilieren.
![]()
FAQ
1. Flankenverschleiß?Höherer Schnittwiderstand, Kerbverschleiß an der Flanke, schlechte Rauheit der Oberfläche oder Verschlechterung der Genauigkeit.
Weiche Sorten, zu hohe Schnittgeschwindigkeit, kleiner Flankenwinkel, geringer Vorschub.
Höhere, verschleißfeste Sorte wählen, Schnittgeschwindigkeit reduzieren, Flankenwinkel vergrößern, Vorschub erhöhen.
2. Kraterverschleiß?Unkontrollierter Span, schlechte Oberflächenqualität beim Schlichten von Kohlenstoffstahl mit hoher Geschwindigkeit
Weiche Sorten, zu hohe Schnittgeschwindigkeit, zu hoher Vorschub, die Stärke des Spanbrechers ist unzureichend.
Wechseln Sie zu einer verschleißfesteren Sorte, reduzieren Sie die Schnittgeschwindigkeit, reduzieren Sie den Vorschub, wählen Sie einen Spanbrecher mit höherer Festigkeit.
3. Chipping?Plötzlicher Bruch der Schneidkante (Spanfläche und Flanke), Instabilität der Einsatzlebensdauer
Zähigkeit ungenügend, Vorschub zu hoch, Schneidkantenfestigkeit ungenügend, Instabilität des Werkzeugs.
Wählen Sie eine zähere Sorte, verringern Sie die Vorschubgeschwindigkeit, erhöhen Sie das Honen der Schneidkante (Fasen bis Runden), erhöhen Sie die Stabilität und den Einstellwinkel
4. Fraktur einfügen?Schnittfestigkeit erhöht Schlechte Oberflächenrauheit.
Zähigkeit ungenügend, Vorschub zu hoch, Schneidkantenfestigkeit ungenügend, Instabilität des Werkzeugs.
Wählen Sie eine zähere Sorte, verringern Sie die Vorschubgeschwindigkeit, erhöhen Sie das Honen der Schneidkante (Fasen bis Runden), erhöhen Sie die Stabilität und den Einstellwinkel.
5. Plastische Verformung?Variation der Abmessung Nasenverschleiß, Schneidkantendrapierung oder Passivierung. bei der Bearbeitung von legiertem Stahl. Schlechte Oberflächenrauheit
Weiche Sorte, Überhöhte Schnittgeschwindigkeit, Überhöhte Schnitttiefe und Vorschubgeschwindigkeit, Überhitzung der Schneidkante.
Wählen Sie einen Schneidstoff mit höherer roter Härte, verringern Sie die Schnittgeschwindigkeit, verringern Sie die Schnitttiefe und den Vorschub, wählen Sie einen Schneidstoff mit höherer Wärmeleitfähigkeit (CVD + ausreichend Kühlmittel).
6. Aufbaukante?Werkstück löst sich mit Schneidkante Schlechte Oberflächenrauheit beim Schlichten, Schnittfestigkeit erhöht, Schneiden weicher Materialien.
Schnittgeschwindigkeit zu gering, Schneide stumpf, Schneidstoff ungeeignet.Erhöhen Sie die Schnittgeschwindigkeit, erhöhen Sie den Spanwinkel, wählen Sie eine kleine Haftkraft.
Möchten Sie mehr über dieses Produkt erfahren?