




 |
Drehbank-Trennungs-Werkzeug-Blatt-hohe Härte SNMG15 SNMG150608 SNMG für Hardend-Stahl
Produktdetails:
| Herkunftsort: | China |
| Markenname: | BWIN |
| Modellnummer: | SNMG150608 |
Zahlung und Versand AGB:
| Min Bestellmenge: | 10 Stück/Karton |
|---|---|
| Preis: | Negotiable |
| Verpackung Informationen: | Kunststoff-Box |
| Lieferzeit: | 7 Arbeitstage |
| Zahlungsbedingungen: | T/T, Western Union, |
| Versorgungsmaterial-Fähigkeit: | 1-10000 stücke 7 tage |
|
Detailinformationen |
|||
| Produkt-Name: | SNMG-Drehbank-Trennungs-Werkzeug-Blätter | MODELL: | SNMG150608 |
|---|---|---|---|
| Farbe: | Schwarz | Werkstück: | hardend Stahl |
| Härte: | HRA92.4 | Eigenschaft: | Hoher Härte Wolframhartmetalleinsatz |
| Verwendung: | Externes Drehwerkzeug | Vorteil: | hohe Festigkeit |
| Verarbeitung der Art: | Mittlerer Schnitt | Kundengebundene Unterstützung: | Soem, ODM |
| Markieren: | Haltbare Drehbank-Trennungs-Werkzeug-Blätter,SNMG-Drehbank-Trennungs-Werkzeug-Blätter,Hohes Härte-Drehbank-Trennungs-Blatt |
||
Produkt-Beschreibung
Drehbank-Trennungs-Werkzeug-Blatt-hohe Härte SNMG15 SNMG150608 SNMG für Hardend-Stahl
Eigenschaft:
- Schlagzähigkeit
- Grat
- Glattes Chipbrechen
- Feinschleifen
- Hoher Kostenverlauf
Beschreibung:
- Der snmg Wolframhartmetalleinsatz wird vom Wolframstahlgrundmaterial mit der modernen Verarbeitung und den Produktionsverfahren hergestellt. Seine Leistung ist stabiler, ist seine Verschleißfestigkeit 3mal, die von gewöhnlichen Werkzeugen und seine Nutzungsdauer 5mal beträgt, die von gewöhnlichen CNC-Werkzeugen; Die Messerschneide ist scharf, haltbar und nicht einfach zu brechen, ist der Chip glatt, und es ist nicht einfach, Chipansammlung zu produzieren, und die Bearbeitungsoberfläche ist glatt passend, für Vollenden und Halbvollenden; Die Warenlieferung ist genügend und die Modelle sind komplett, also können Sie sie entspannt benutzen und sorgen nicht sich um das Mehr haben kein Waren.
Spezifikationen:
|
Marke |
BWIN |
|
Modell |
Snmg150608 |
|
Farbe |
Schwarz |
|
Werkstück |
Hardend-Stahl |
|
Art |
Externes Drehenwerkzeug |
|
Material |
Wolframhartmetalleinsatz |
|
Verarbeitung der Art |
Mittlerer Ausschnitt |
|
Eigenschaft |
Schlagzähigkeit |
|
Grat |
|
|
Glattes Chipbrechen |
|
|
Feinschleifen |
|
|
Hoher Kostenverlauf |
|
|
Standard |
ISO |
|
Quantität |
10pcs/box |
|
Gewicht |
0.015kg |
|
Paket |
Plastikkasten |
|
Kundengebundene Unterstützung |
SOEM, ODM |
|
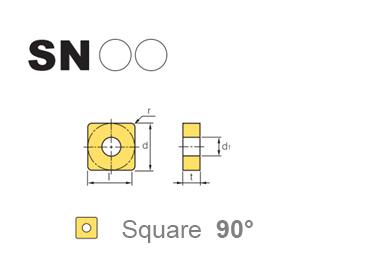
Ich (Millimeter) |
d (Millimeter) |
t (Millimeter) |
d1 (Millimeter) |
|
09 |
9,525 |
3,18 |
3,81 |
|
12 |
12,7 |
4,76 |
5,16 |
|
15 |
15,875 |
6,35 |
6,35 |
|
19 |
19,05 |
6,35 |
7,93 |
Mitteilung:
Hartmetalleinsätze des Wolfram 1.The werden nicht aus den Grund und müssen sorgfältig behandelt werden zusammengestoßen oder fallen gelassen.
2.Before, welches das Karbidblatt, die Leistung und Zweck der Sägetabelle installiert, muss bestätigt werden, um zu garantieren, dass die Schnittrichtung, die durch den Blattpfeil angezeigt wird, mit der Rotationsrichtung der Sägetabelle in Einklang ist. Es wird ausschließlich verboten, um in die entgegengesetzte Richtung zu installieren. Falsche Installationsrichtung veranlaßt möglicherweise den Blattsägezahn, herunterzufallen, damit Unfälle zu verhindern.
3.After Installation, ist es notwendig, zu bestätigen, ob das zentrale Loch des Karbidblattes fest auf der Flanschplatte der Sägetabelle geregelt wird. Wenn es eine Dichtung gibt, muss die Dichtung sleeved; Dann Stoß mit Ihrer Hand, zum leicht zu bestätigen, ob das Blatt sich exzentrisch dreht.
4.When mit, übersteigen nicht die spezifizierte hohe Geschwindigkeit.
5.When die Wolframhartmetalleinsätze wird nicht verwendet, das Blatt vertikal auf dem trockenen Regal hängt.
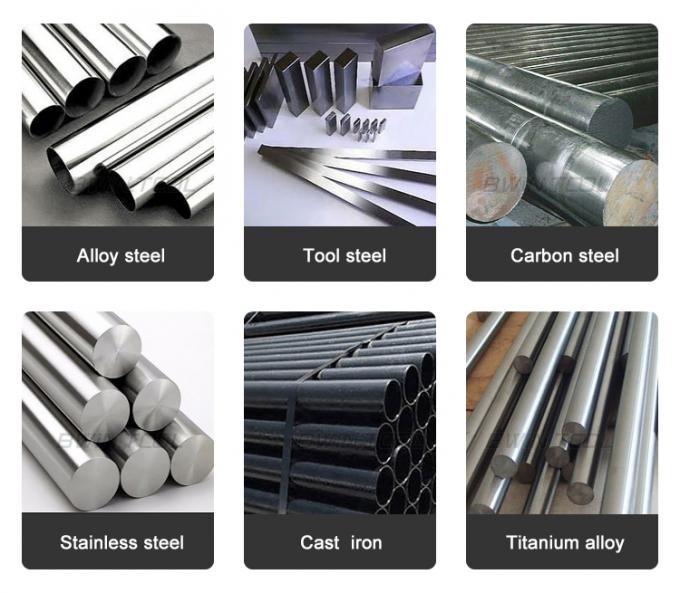
Anwendungen:
Unsere Wolframhartmetalleinsätze konnten verarbeitet werden legiert Stahl, Werkzeugstahl, Kohlenstoffstahl, Edelstahl, Roheisen- und Titanlegierung. Funktionsmaterial als Folgen:
FAQ
1. Flanken-Abnutzung? Höherer Schnittwiderstand, kerben Abnutzung auf Flanke, schlechte Rauheit der Oberfläche oder Verschlechterung der Genauigkeit ein.
Weiche Grade, Übernutzungsgeschwindigkeit, kleiner Flankenwinkel, niedrige Zufuhr.
Wählen Sie einen höheren, haltbaren Grad vor, verringern Sie Schnittgeschwindigkeit, Zunahmeflankenwinkel, erhöhen Sie Zufuhr.
2. Krater-Abnutzung? Unbeaufsichtigter Chip, schlechte Oberflächenbeschaffenheit, wenn Hochgeschwindigkeitsverarbeitungskohlenstoffstahl beendet wird
Weiche Grade, Übernutzungsgeschwindigkeit, übermäßige Zufuhr, die Stärke des Chipunterbrechers Insufficiet.
Änderung an einem höheren haltbaren Grad, verringern Schnittgeschwindigkeit, verringern Zufuhr, vorwählen einen hochfesteren Chipunterbrecher.
3. Splitterung? Plötzlicher Bruch von innovativem (Rührstangengesicht und -flanke), Instabilitätseinsatzleben
Härte unzulänglich, übermäßige Vorschubzahl, Stärke von innovativem unzulänglichem, Instabilität des Werkzeugs.
Wählen Sie einen stärkeren Grad, AbnahmeVorschubzahl vor, erhöhen Sie das Abziehen von innovativem (abschrägend zur Rundung), erhöhen Sie die Stabilität und den Anbauwinkel
4. Einsatz-Bruch? Der Schnitt des Widerstands erhöhte schlechte Oberflächenrauigkeit.
Härte unzulänglich, übermäßige Vorschubzahl, Stärke von innovativem unzulänglichem, Instabilität des Werkzeugs.
Wählen Sie einen stärkeren Grad, AbnahmeVorschubzahl vor, erhöhen Sie das Abziehen von innovativem (abschrägend zur Rundung), erhöhen Sie die Stabilität und den Anbauwinkel.
5. Plastikdeformation? Die Veränderung der Maß Nasenabnutzung, innovativ drapieren oder passivating.when, das schlechte Oberflächenrauigkeit des legierten Stahls verarbeitet
Weicher Grad, Übernutzungsgeschwindigkeit, Übernutzungstiefe und Vorschubzahl, überhitzen auf innovativem.
Wählen Sie ein höheres rotes Härteausschnittmaterial vor, verringern Sie Schnittgeschwindigkeit, verringern Sie Ausschnitttiefe und Vorschubzahl, wählen ein höheres Wärmeleitfähigkeitsausschnittmaterial vor (CVD+sufficient-Kühlmittel).
6. Gestalt-Oben-Rand? Werkstück dissove mit innovativer schlechter Oberflächenrauigkeit, als beendend, Widerstand schneiden, erhöhte sich und schnitt weiche Materialien.
Schnittgeschwindigkeit zu niedrig, innovatives stumpfes, unpassendes Werkzeugmaterial.
Erhöhen Sie Schnittgeschwindigkeit, Zunahmerührstangenwinkel, ausgewählte kleine haftende Kraft.